


Vuichard SAS : expert en « micro micro-mécanique » !
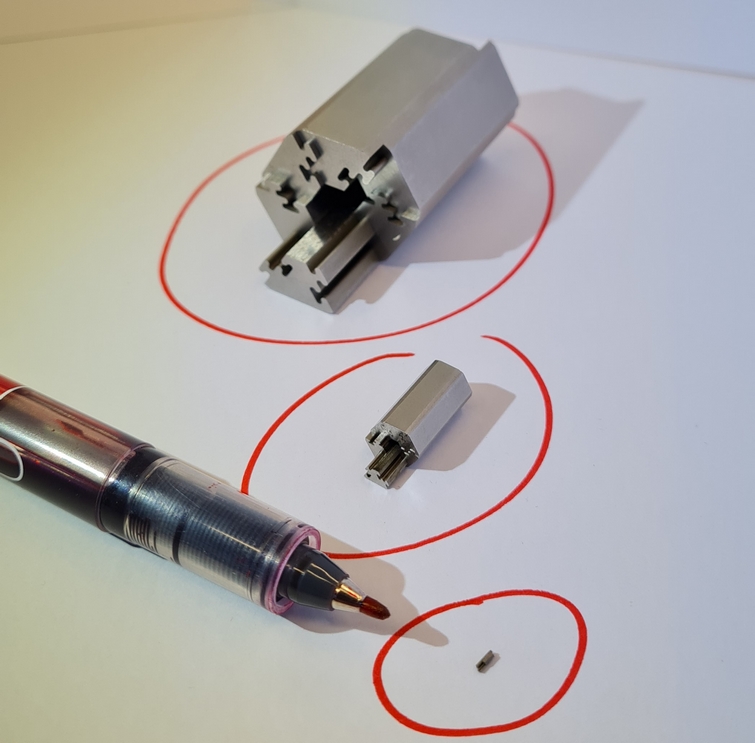
Le fraisage, le tournage, l'électro-érosion et la découpe laser sont des procédés couramment employés en micro-mécanique, cela n'est un secret pour personne. Ce qui est sans doute moins connu, c'est la faculté du sous-traitant Vuichard SAS de repousser les limites de ces technologies dans des dimensions toujours plus petites. Jugez plutôt !
Micro-fraisage : usiner avec une fraise boule de 0,1 mm de diamètre n’est pas des plus facile. Pourtant, en 2018, Vuichard SAS a été primée au salon Micronora pour un fraisage utilisant un outil 100 fois plus petit ; en d’autres termes, la pointe de la fraise faisait moins de 1 micron. La micro-structure fraisée à la surface d’un moule n’était pas visible à l’œil nu, ni à la loupe, ni avec un microscope grossissant moins de 100 fois.
Micro-découpe laser : l’immense majorité des lasers de découpe font plus de 1000 Watts et ont tendance à "brûler la matière" sur des épaisseurs inferieures à 0,4 mm. Vuichard SAS a investi 800.000 € dans un laser de 12 Watts qui lui permet de prendre le relais des autres sous-traitants en découpant des épaisseurs supérieures à 5 microns, sans chauffe, strictement sans bavure et sans concentricité de découpe.
Electro-érosion à fil : le diamètre de fil d’électro-érosion le plus petit est de 20 microns. Ce procédé permet de faire des micro-découpes sur des pièces plus épaisses que le laser mais les deux procédés sont très complémentaires avec des largeurs de fente de l’ordre de 30 microns.
Micro-tournage : le tournage se fait toujours avec un outil coupant qui fabrique un copeau. Vuichard SAS a développé le tournage en électro-érosion. Ce procédé est très lent mais permet de réaliser des pièces très longues et très fines sans aucun effort de coupe. Des diamètres de 0,04 mm sont facilement obtenus et étant donné qu’il n’y a pas de problème de "coupe au centre", le tournage de pointe est d’une qualité exceptionnelle. S’agissant d’électro-érosion, tous les matériaux conducteurs peuvent être tournés, y compris les matériaux qui sont réputés "inusinables".
Electro-érosion d’enfonçage : l’utilisation d’électrodes de 0,07 mm de longueur est réservée à des utilisateurs avertis ; la société Vuichard SAS, quant à elle, parvient à fraiser des électrodes de 7 microns de largeur et à réaliser des empreintes de 15 microns. Il s’agit donc dans ce type d’applications, d’usinages complétement invisibles à l’œil.
Au stade de la sous-traitance, même s'il ne s'agit pas encore de nano-mécanique, force est de constater que le micron n'a jamais été aussi bien maîtrisé.




 X (ex Twitter)
X (ex Twitter) LinkedIn
LinkedIn



